PURIFICATION OF PROCESS CONDENSATE FROM SULFIDE SULFUR IN DELAYED-COKING PLANTS
A. G. Akhmadullina, G. M. Nurgalieva, L. B. Belyakova, I. K. Khrushcheva and A. M. Guseinov
UDC 628.543.49.094.3
In several delayed-coking plants (DCP) it is proposed to purify process condensate (PC) from sulfide sulfur by oxidation with air oxygen at 90-95°C and 0.4-0.5 MPa pressure in three column apparatuses provided with a mechanical mixing device for dispersing air. Operation showed the seal of the fast-rotating disperser shaft to be unreliable. In this context, BashNII NP (Bashkir Scientific-Research Institute of Petroleum Processing) formulated recom¬mendations for converting the referred units for PC purification from the noncatalytic oxida¬tion technique to the stripping technique [1].
In compliance with these recommendations the PC from the vessels for irrigating the main fractionating columns and coking chambers is directed for stripping into oxidizing columns reconstructed under secional column. The demerits of the stripping technique are: high energy consumption necessitated by heaing to 130-140°C of large volumes of corrossive sulfide-containing condensate and conversion up to 20% of the condensate being purified into the vapor state; formation of a mixture of hydrogen sulfide and ammonia of the waste gas whose combustion in the fire chamber of furnaces for stock heating leads to pollution of the at¬mosphere by discharges of sulfur and nitrogen oxides.
In the light of the foregoing VNIIUS has developed a version of reconstruction of the planned PC purification unit in the DCP of the Novo-Bakinskii Petroleum Refinery for the lo¬cal oxidative-catalytic purification (LOCP) process. The essential feature of this process con-consists in liquid-phase oxidation of the toxic sulfides present in the discharges by air oxygen into less toxic thiosulfate in presence of the heterogeneous catalyst KS-1 which con¬tains cobalt phthalocyanine [2].
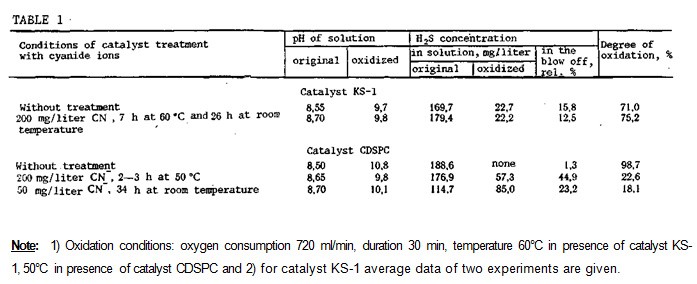
The PC may contain cyanides which are poisons for phthalocyanine catalysts [3]. There fore, using model aqueous solutions of sodium sulfide and cyanide we conducted laboratory studies of the influence of cyanide ions on the catalytic activity of the heterogeneous cata¬lyst KS-1 and, for a comparison, of a homogeneous catalyst, viz., sodium salt of cobalt disul-phophthalocyanine (CDSPEC) used extensively for demercaptanization of light hydrocarbon stock [A].
It was found that the catalyst KS-1, unlike the catalyst (CDSPCG),does not lose activity in presence of cyanide ions (Table 1). The data obtained agree with the data of industrial tests of the catalyst KS-1 over more than two years at the Moscow Petroleum Refinery in the process of purification of sulfurous alkali discharges in a mixture with the condensate of the G-43-107 catalytic cracking unit [5] where cyanide ions may also be present. No fall in the activity of the catalyst KS-1 was noted over the test period despite the relatively high temperature in the oxidation reactor (75-80°C). The data cited bear evidence of high thermal stability of the catalyst KS-1 and its resistance to catalyst poison and alkali hydrolysis as well as of the possibility of application of the LOCP for the PC purification from coking plants.
A study of the PC from the DCP showed that sulfide sulfur occurs essentially in the PC of the main fractionating column, its concentration being dependent on the total sulfur con¬tent in the coking stock: at 0.3 and 1.4 wt.% sulfur content in the coking charge the sulfide sulfur concentration in the condensate is 1440 and 3200-3800 mg/liter, respectively. The condensate formed upon stripping and cooling of the coke is virtually devoid of sulfide sul¬fur. Therefore, the LOCP should be applied for purifying condensate from the irrigation ves¬sels of the main fractionating columns. The condensate formed upon stripping and cooling of the coke is recommended to be returned after filtration (it contains up to 50 mg/liter coke dust smaller than 0.1 mm) to the DCP for repeated use or to be directed to the electric de¬salination unit to wash the oil.
In order to introduce the LOCP process in the DCP of the Novo-Bakinskii Petroleum Refin¬ery with maximum utilization of the equipment of the planned PC purification unit, it is nec¬essary to: dismantle from the oxidation columns the rotating activator disks and to make the hole for the introduction of the activator shaft leakproof; install in the lower and upper parts of the oxidation columns grates and sieve plates and load between them a 4-5-m high KS-1 catalyst bed; mount in the still part of the oxidation columns an efficient gas-distribu¬ting arrangement for air supply; install an entrainment separator in the waste air removal line for preventing entrainment and entry of the PC into the furnace; relinking the oxidation columns for operation in accordance with a systematic scheme.
The expected saving due to the introduction of the LOCP process is 138.3*103 rubles/yr on account of energy saving and exclusion of the need for rendering the PC formed upon strip¬ping and cooling of the coke harmless. Additional saving due to prevention of the economic loss on account of elimination of discharges of sulfur and nitrogen oxides to the atmosphere will be 124*103 rubles/yr.
LITERATURE
1. V. G. Ponomarev, E. G. Ioakimis, and I. L. Mongait, Purification of Waste Waters in Pe-troleum Refineries [in Russian], Khimiya, Moscow (1985).
2. USSR Inventor’s Certificate No. 1041142.
3. N. N. Kundo, Candidate’s Dissertation [in Russian], Institute of Catalysis of the Academy of Sciences of the USSR, Novosibirsk (1968).
4. A. M. Mazgarov, A. G. Akhmadullina, G. V. Tukov, et al., Neftepererab. Neftekhim., No. 5, 28-30 (1975).
5. A. G. Akhmadullina, B. V. Kizhaev, N. M. Abramov, et al., Khim. Tekhnol. Topl. Masel, No. 3, 42-44 (1988).