TECHNOLOGY FOR KEROSENE TREATMENT FROM
MERCAPTANS AND ACID IMPURITIES
(«DEMERUS JET» process)
Application area
The technology is used to treat kerosene from mercaptan sulfur to a residual content of not more than 0.003% by weight, which corresponds to the requirements for aviation fuel TS-1 (Jet A-1). It can be used for white spirit deodorization and kerosene treatment from acid impurities. Technology is designed for the sweetening of kerosene with high content of mercaptan sulfur, allows to reduce the load on the hydrotreating unit of distillate fractions.
Assignment
Sweetening of kerosene with a high content of mercaptan sulfur.
Technology description
Process schematic diagram:
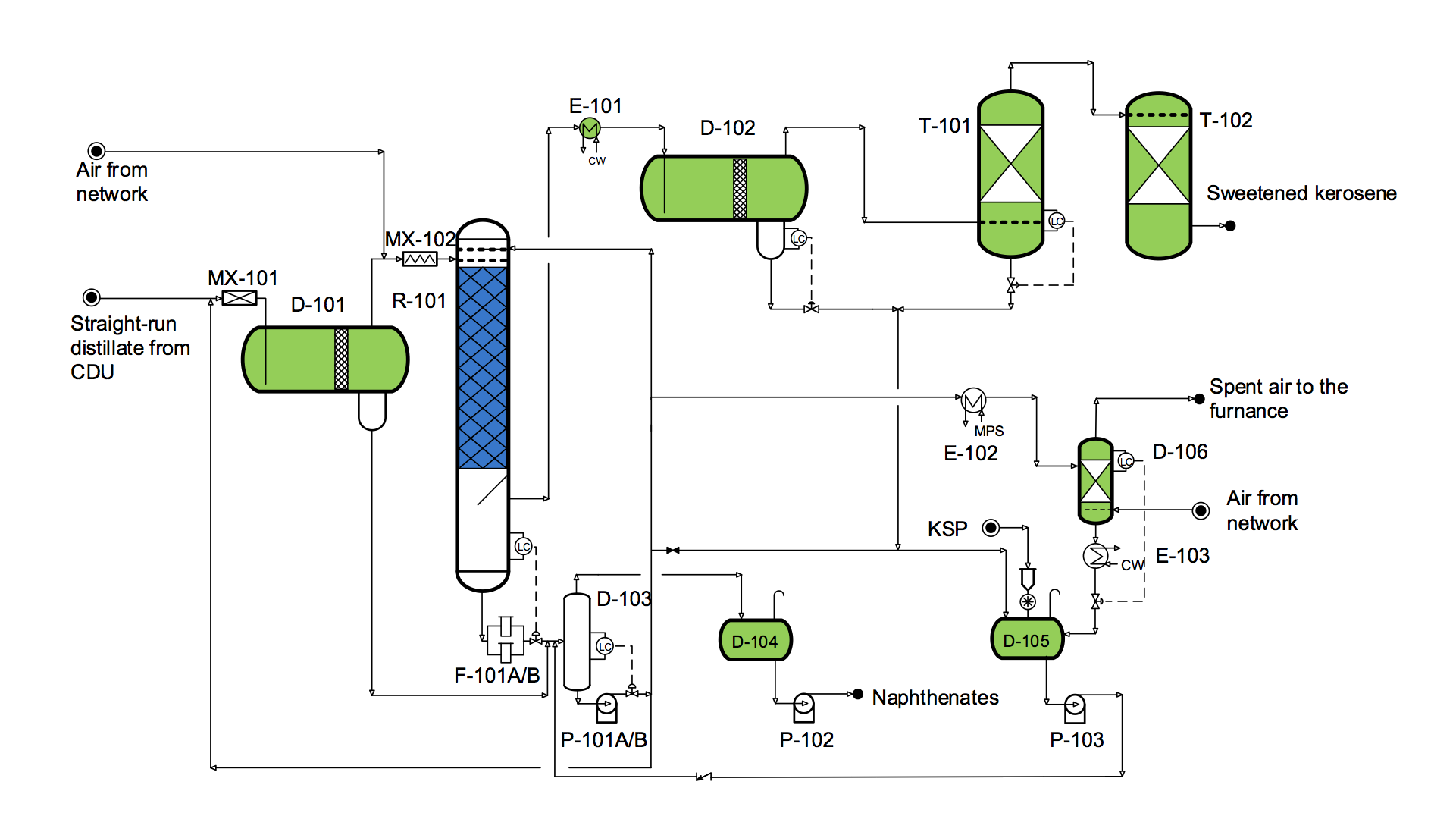
Straight-run kerosene fraction, treated from acid impurities (aliphatic, aromatic and naphthenic acids, phenols, etc.) in D-101 enters MX-102 mixer. A calculated amount of air is also supplied to MX-102 at 0.8 MPa pressure. Kerosene fraction with dissolved air enters the top of R-101 reactor. From the tank D-103, oxidation promoter is also fed to the top of R-101 through the distributor. Reaction mixture passes from the top to the bottom of R-101 reactor through the bed of KSM-X catalyst, on the surface of which oxidation of mercaptans proceeds according to the reaction (1):
2RSH + 0,5 O2 → RSSR + H2O (1)
Treated from mercaptans and acidic impurities kerosene is separated from the promoter in the cube of R-101 reactor and withdrawn from the side through the E-102 cooler to the settler D-102. Separated in D-102 settler from the rest of promoter kerosene goes sequentially through the sand filter T-101 and clay filter T-102 for post‑treatment from the traces of promoter and then supplied to the storage. Separated promoter from the pocket of D-102 settler and T-101 filter is periodically discharged into D-105 tank.
Promoter from the cube of R-101 reactor is fed to D-103 – vessel for separation of promoter from naphthenates. Naphthenates are settled by phase separation level and enter the storage tank of naphthenates D-104. Promoter separated from naphthenates from the cube of D-103 tank is sent to the reactor R-101 by the pump P‑101 A/B.
Advantages
Usage of KSM-X catalyst allowed developing a simple low-waste process for kerosene sweetening, which has following advantages:
- Decreased capital and operating costs by reduction of treatment stages;
- Improvement of production environmental friendliness, almost complete absence of alkaline wastewater with naphthenates formation;
- Production of valuable by-product - naphthenates concentrate;
- Service life of heterogeneous catalyst is 8-10 years with no need for make-up, regeneration or replacement.