
 SULFUR-ALKALINE WASTE TREATMENT TECHNOLOGY
SULFUR-ALKALINE WASTE TREATMENT TECHNOLOGY
«LOCOS SA» process
Application area
The technology relates to purification of oil refining and petrochemical industries sulfur-alkaline waste from sulphides.
Assignment

Oxidation of toxic, corrosive sulfides, hydrosulfides and mercaptides contained in sulfur-alkaline waste by air oxygen to inert, odorless hydrosulfate and sodium thiosulfate, to disulfides and alkylthiosulfonates, in the presence of KSM-X catalyst at 60÷90°C and pressure of 0.5 MPa.
Concentration of sulfide sulfur in sulfur-alkaline waste may be up to 50000 mg/dm3 (5.0 wt%), and mercaptide sulfur – up to 0.2÷8.0 wt%. After treatment the residual content of sulfide and mercaptide sulfur in sulfur-alkaline waste does not exceed 50.0 mg/dm3 (0.005 wt%).
Technology description
Sulfur-alkaline wastes from different plants separated from oil products and mechanical impurities are mixed in tank D-101, pumped by P-101A/B to heat exchanger E-101, where they are heated up to 60÷90°C and supplied to the top of reactor R-101 which is filled with KSM catalyst. Air is supplied through a distributor to the bottom of reactor with pressure of 0,6÷0,8 MPa. The pressure at the top of reactor R-101 is maintained at 0.5 MPa. Oxidation of hydrogen sulfide, sodium sulfide and mercaptide proceeds in a countercurrent mode according to the following reactions:
| 9NaSH + 10O2 → 4Na2S2O3 + NaHSO4 + 4Н2О | (1) |
| 9Na2S + 9O2 + 4Н2О→ 4Na2S2O3 + Na2SO4 + 8NaOH | (2) |
| 2RSNa + 0,5 O2 + H2O → RSSR + 2NaOH | (3) |
| RSSR + O2 → RSО2SR | (4) |
Schematic diagram of sulfur-alkaline waste treatment:
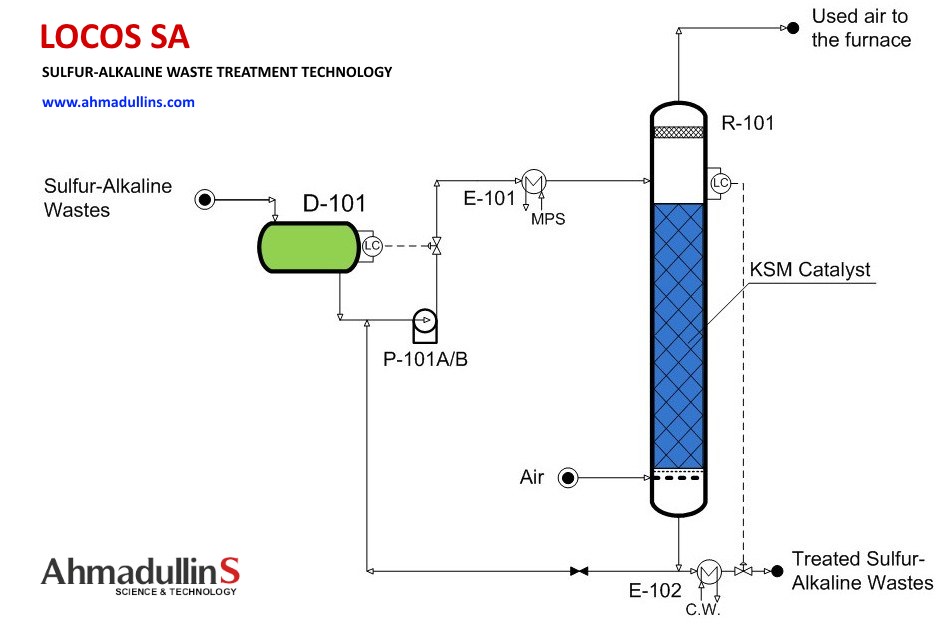 Treated sulfur-alkaline waste are removed from the bottom of reactor, cooled in E-102 and further directed for neutralization and biological treatment for additional purification from organic impurities. Exhaust air from the top of R-101 is fed to the furnace for combustion.
Treated sulfur-alkaline waste are removed from the bottom of reactor, cooled in E-102 and further directed for neutralization and biological treatment for additional purification from organic impurities. Exhaust air from the top of R-101 is fed to the furnace for combustion.
Advantages
- Technology effectively and sustainably operates in a wide range of sulfide and mercaptide sulfur concentrations, does not require large consumption of heat and reagents, carbon steel units are used in the process.
- KSM-X catalyst having high mechanical strength and chemical resistance to acids and alkalis allows reducing temperature and volume of the reactor.
- No need for periodical or continuous catalyst feeding with expensive variable valence metal compounds. This prevents cobalt phthalocyanines and derivatives, as well as salts of other heavy metals getting into wastewater.
- Guaranteed service life of KSM-X catalyst is 8 years. During operation, catalyst does not require additional regeneration since it runs in parallel with reaction of sulfur compounds oxidation.