PURIFICATION OF UNSATURATED GASES CONTAINED IN PETROLEUM REFINING
A. G. Akhmadullina, S. I. Gorodilova, Yu. P. Kopylov and A. M. Mazgarov
UDC 665.632:665.632.074
The unsaturated gases obtained in processing petroleum cuts in catalytic and thermal crackers are used in the refinery mainly for the production of butane—butylene cut (BBC) with a content of organic sulfur compounds up to 0.02% by weight. This cut is used as feed to units for the sulfuric acid alkylation of isobutane. The propane—propylene cut (PPC) that is obtained at the same time, with a propylene content up to 50% by weight, has not yet found any effective applications, and it is used mainly (up to 85% of the resources) as domestic or industrial fuel. At the same time, the petrochemical industry is experiencing an acute short¬age of propylene. The yield of PPC, relative to the total volume of unsaturated feed of the gas fractionation units (GFUs), is about 30%.
With the aim of increasing the volume of propylene produced, a number of refineries have constructed units to recover propylene from the PPC. In accordance with GOST [All-Union State Standard] 25043—81, the content of diene hydrocarbons in propylene must be no greater than 0.015% by volume, the content of organic sulfur compounds (calculated as sulfur) no greater than 5 mg/m3, and moisture content no greater than 0.0015% by weight.
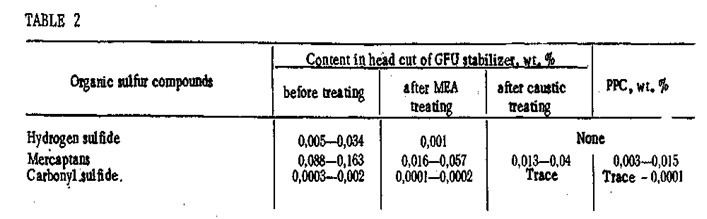
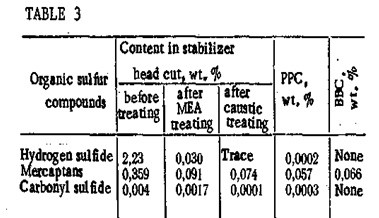
In order to select an appropriate processing scheme for sulfur removal from unsaturated gases, an operating test was run to determine the group composition of the organic sulfur compounds in the feed and product streams of the GFUs at the Novokuibyshevsk, Kuibyshev, and Angarsk refineries; the data are presented in Tables 1, 2, and 3, respectively. The contents of sulfur compounds (recalculated as elemental sulfur) were determined by an improved VNIIUS procedure [1]; the hydrocarbon composition was determined chromatographically; the water content was determined by the Fischer method (in accordance with GOST 24975.5-81). From these data it can be seen that the GFU feed contains considerable amounts of hydrogen sulfide and mercaptan sulfur and small amounts of carbonyl sulfide.
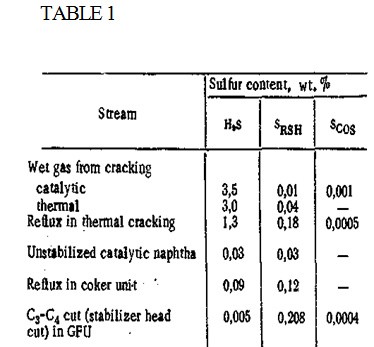
The GFU feed streams are currently treated with monoethanolamine (MEA) solution to remove hydrogen sulfide, and with nonregenerated caustic to remove mercaptans. Such a scheme (see Tables 2 and 3) does not give adequate removal of organic sulfur compounds from the feed in commercial products. In order to obtain PPC and BBC meeting the specification requirements for sulfur content, most refineries finish these cuts with a caustic treat. The process of nonregenerated caustic treatment requires the use of rather large amounts of scarce caustic soda (about 1.4 kg per metric ton of LPG for the VPO [All-Union Industrial Association] “Soyuztiefteorgsintez”), and it produces large volumes of toxic sour caustic waste. Moreover, with this treating scheme, PPC that is produced to meet the requirements of the specification TU 38101491—79 for hydrogen sulfide content will still contain a considerable quantity of mercaptan sulfur (0.003-0.057% by weight) and traces of carbonyl sulfide, so that the propy¬lene obtained from this cut to meet GOST 25043—81 requires additional treating (see Tables 2 and 3).
In the propylene concentration unit at the Ufa Synthesis-Alcohol Plant, which was constructed to the design of the Ufa Branch of Giprokauchuk [State Design and Scientific Research Institute of the Synthetic Rubber Industry], a final hot caustic treatment is provided to remove carbonyl sulfide and mercaptans from the PPC, followed by catalytic hydrogenation of the diene and acetylene compounds at 165-180°C and adsorptive drying on alumina gel to a dew point of -30°C. Hot caustic treatment with 2-3% NaOH solution at 60-70°C is not effective in removing mercaptan sulfur. Moreover, this process consumes large amounts of energy and forms unutilizable sour caustic waste.
For the removal of mercaptans from LPG, the most effective are the Merox process (USA) and the VNIIUS-12 process [2, 3]. The Merox process is used to remove mercaptans from the BBC at the Novo-Ufa refinery. It reduces the mercaptan sulfur content in the BBC from 0.2-0.3% to 0.001% by weight. Favorable experience in the use of VNIIUS-12 process [2] has been accumulated at the Novokuibyshevsk Petrochemical Combine in demercaptizing an n-pentane cut, and at the Industrial Association “Salavatnefteorgsintez” in demercaptizing a wide cut from Orenburg condensate and straight-run distillates. In treating the n-pentane cut, the mercaptan sulfur content is reduced from 0.04% to 0.0003-0.001% by weight; in treating the CGFU and AGFU feed at the Industrial Association “Salavatnefteorgsintez” the mercaptan sulfur content is reduced from 0.3-0.5% to 0.0006-0.003% by weight, i.e., to below 1% of the original content.
Treating by the modified VNIIUS-12 method [3], with 10-15% caustic solution with the addition of 1-2% organic solvent and 0.05% cobalt disulfophthalocyanine (by weight) at 35-40°C has been put into operation at the Industrial Association “Salavatnefteorgsintez.” The process gives a more thorough demercaptization of the LPG (down to 0.0005-0.0001% by weight) in comparison with the Merox or the VNIIUS-12 [2]; also, because of the presence of the organic solvent in the catalyst complex, practically all of the carbonyl sulfide is removed from the gas. A considerable part of the carbonyl sulfide is removed even by nonregenerated caustic treatment (see Tables 2 and 3).
Thus, the use of catalytic caustic treating processes by the VNIIUS-12 methods to treat the head cut from GFU stabilization, instead of the widely used treatment with nonregenerated caustic solution, offers a means for producing higher-quality BBC and PPC. The residual content of mercaptan sulfur in the BBC obtained from the GFU stabilizer head cut treated by the VNIIUS-12 method is reduced, without additional treatment, to 0.001-0.003% by weight in com¬parison with a standard of 0.02%. This makes it possible to reduce the consumption of sulfuric acid in the isobutane alkylation process. According to data from GrozNII (Groznyi Scientific-Research Petroleum Institute) [4], 1 kg of sulfur-containing compounds can dilute 65 kg of 98% sulfuric acid to a 90% concentration.
The use of the VNIIUS-12 process instead of the hot final caustic treatment of PPC gives a more thorough removal of mercaptan sulfur (down to 0.0003% by weight); also, caustic consumption can be reduced from 1.4 to 0.1 kg per metric ton of LPG, and a source of formation of toxic sour caustic waste is eliminated.
In the composition of the PPC recovered from thermal and catalytic cracking gas in the GFU, in addition to the organic sulfur compounds, trace amounts of diene and acetylene hydro¬carbons are present: butadiene up to 0.001%, propadiene up to 0.001%, and methylacetylene up to 0.0012% by weight. Since the total quantity of diene and acetylene hydrocarbons in this cut is acceptable for propylene conforming to GOST 25043—81, we feel that there is no need for including a catalytic hydrogenation section in the flow plan for feedstock prepara¬tion for the propylene concentration unit.
The content of moisture in the PPC after settling is 0.04% by weight. In order to remove this quantity of moisture and bring the content in the propylene down to 0.0015% by weight, the most effective and economically justifiable method is adsorptive drying. As an adsorbent for propylene drying, A-l activated aluminum oxide can be recommended; this adsorbent is obtained in refineries and is pretreated with steam in accordance with the technology of VNIIUS [5]. This gives a high equilibrium activity, long service life, and stability of operation of the adsorbent.
Also, as shown by operating experience with the PPC drying section at the Saratov Industrial Association “Nitron,” the aluminum oxide has a higher mechanical strength than NaA or KA zeolite.
The moisture content in the dried PPC corresponds to a dew point of —50°C or lower, over the course of two years of continuous operation of the adsorbent. The approximate service life of the adsorbent is two years, the dynamic moisture capacity is 3.6% by weight, and the length of the adsorption period is 48 h.
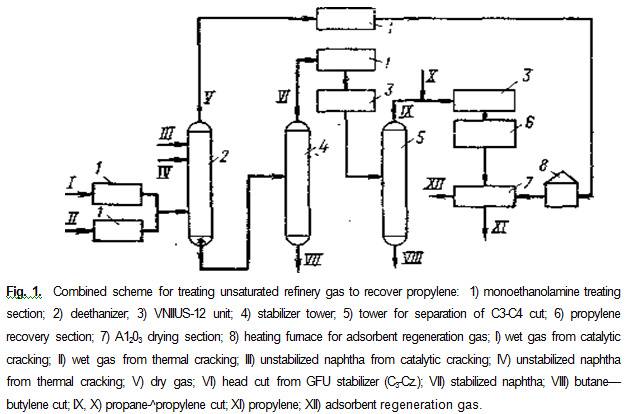
On the basis of research studies and an analysis of schemes for processing unsaturated gas to obtain propylene, we can propose the following combined scheme for treating unsaturated refinery gas (Fig. 1). Wet gas from catalytic and thermal cracking, dry gas, and the GFU stabilizer head cut (C3-C4) are treated with monoethanolamine to remove hydrogen sulfide. The MEA solution from all of the adsorbers is regenerated in a single vessel. The C3-Ci, cut, with hydrogen sulfide content below 0.001% by weight, is treated to remove mercaptans by the VNIIUS-12 method.
The propane-propylene cut from the GFU is mixed with PPC from outside, and this mixture is fed to the VNIIUS-12 unit for a final treatment to remove mercaptans and carbonyl sulfide. The catalyst complex from the extracts obtained in this unit is also regenerated in a single regenerator. Then the PPC is dried on A-l aluminum oxide. The adsorbent is regenerated by dry gas from the GFU that has been treated to remove hydrogen sulfide. The regeneration gas is used as process fuel.
This combined treating scheme offers a means for producing, from unsaturated refinery gas, a concentrated propylene (conforming to GOST 25043-81) and BBC with a content of organic sulfur compounds no greater than 0.003% by weight. It also makes it possible to curtail, by a factor of more than 10, the consumption of caustic and the quantity of sour caustic waste produced in sulfur removal from unsaturated gas, in comparison with the treating schemes currently used; also, the consumption of sulfuric acid in the alkylation unit is reduced significantly.
LITERATURE
1. A. G. Akhmadullina, L. N. Orlova, G. M. Nurgaleeva, et al., in: Improvement of Processes of Sulfur Removal from Hydrocarbon Feedstocks and Gas Fractionation [in Russian], TsNIITEneftekhim, Moscow (1980),pp. 158-162.
2. A. M. Mazgarov, A. V. Neyaglov, E. Sh. Telyakov, et al., Khim. Tekhnol. Topi. Masel, No. 12, 6-8 (1976).
3. USSR Inventor’s Certificate 823,418.
4. A. Z. Dorogochinskii, A. V. Lyuter, E. G. Vol’pova, et al., Sulfuric Acid Alkylation of Isoparaffins by Olefins [in Russian], Khimiya, Moscow (1970), p. 65.
5. USSR Inventor’s Certificate 882,586.